Written By: Trivendra Kumar – Research & Development, Coraplus India Private Limited.
Introduction:
While pure titanium is surprisingly soft, machining or cutting titanium and its alloys is notoriously difficult. Its reputation for being “hard to cut” does not actually stem from its raw surface hardness. Instead, a perfect storm of unique thermal, mechanical, and chemical properties actively fights cutting tools. When metallurgists or machinists talk about the “soft” and “hard” structures of titanium, they are referring to its allotropic nature. This means titanium can completely change its internal crystal arrangement based on its temperature and the alloying elements mixed into it.
Titanium possesses two distinct primary microstructures: the Alpha(α) phase and the Beta (β) phase. Their distinct behaviors explain why the metal can feel soft and flexible in one moment yet violently resist cutting blades the next.
The performance of modern titanium machining operations is heavily influenced by high-performance oil additives, lubricant additive package technologies, and advanced industrial lubricants designed to improve cooling, lubrication, and tool life in demanding aerospace applications.
The “Soft” Structure: (β) (Beta) Phase:
The Beta phase is titanium’s high-temperature structure. It exists naturally when pure titanium is heated above 882°C, but it can be stabilized at room temperature by adding elements like Vanadium, Molybdenum, or Chromium.
- The Body-Centered Cubic (BCC): structure features an atom at each corner of a cube and one single atom dead-centre which is highly ductile and formable. The cubic arrangement provides 12 primary slip systems (paths along which planes of atoms can easily slide past one another). Because the atoms slide smoothly under stress, Beta titanium is highly Malleable, making it easy to bend, forge, or cold work without fracturing.
- The “Hard” Structure: (α) (Alpha) Phase : The Alpha phase is titanium’s baseline room-temperature structure. It is stabilized by elements like Aluminium, Oxygen, and Nitrogen.
- Hexagonal Close-Packed (HCP): structure of atoms that is tightly packed into tightly stacked six-sided cylinders, features high strength, low elasticity, and limited ductility. The HCP structure is incredibly rigid and only has 3 primary slip systems. Because there are very few directions where the atoms can slide past each other, the material stubborn resists deformation. When a cutting tool hits an Alpha crystal, the metal refuses to yield cleanly, resulting in the high mechanical resistance felt during machining.
Titanium & Titanium Alloys in Aerospace Industry: The “Work Horse” of Aircraft and Spacecraft.
Titanium and its alloys are critical pillars of modern aerospace engineering, widely prized for providing the strength of steel at just 40% to 45% of its weight. First introduced extensively into military aviation during the 1950s, Titanium represents about 14% to 15% of the total airframe weight in advanced commercial liners like Boeing 787 Dreamliners and the Airbus A350XWB. Its exceptional strength-to-weight ratio, structural stability at elevated temperatures, and absolute compatibility with carbon-fibre composites make it irreplaceable for constructing high-performance aircraft and spacecraft.
Titanium fills an essential performance gap between lightweight aluminium (which fails at high temperatures) and dense stainless steel. Titanium and its alloys offers following benefits:
- Extreme Specific Strength: Delivers optimal structural integrity and high yield strength without adding excessive weight.
- Thermal Resilience: Functions reliably across extreme temperature variations, from sub-zero space environments up to 600°C (1,112°F) within jet propulsion units.
- Corrosion Resistance: Generates a natural, highly stable oxide film that permanently shields parts against atmospheric moisture, acids, and industrial chemicals.
- Composite Compatibility: Shares a closely matched coefficient of thermal expansion with modern carbon-fibre reinforced polymers (CFRPs), preventing galvanic corrosion or structural shearing under extreme thermal stress.
Key Aerospace Applications includes:
- Aircraft Engines and Propulsion : Titanium-based alloys comprise approximately 20% to 30% of a jet engine’s dry weight, serving primarily in the colder front sections and the core compressor blocks Components like Hollow fan blades, compressor discs, stator vanes, engine casings, and exhaust pylons. Materials in these environments must withstand intense centrifugal forces, continuous high-velocity friction, and high-temperature creep.
- Airframes and High-Stress Structural Assemblies: Titanium is deployed in areas of the airframe exposed to massive load distribution and severe mechanical stress. Components like Major landing gear cylinders, wing-to-fuselage attachment joints, engine mounts, and primary bulkhead panels. Prevents fatigue-induced cracking over tens of thousands of flight hours while trimming overall aircraft weight to boost fuel economy.
- Spacecraft, Satellites, and Missiles: Mass reduction is the most economically crucial variable for space launch vehicles. Cryogenic rocket fuel tanks, solid rocket motor casings, satellite payload pods, and orbital structural inserts are the key components . Titanium maintains its material ductility and avoids catastrophic embrittlement even at deep cryogenic space temperatures
Major Aerospace Titanium Grades
| S.No | Titanium Grade / Classification | Primary Elemental Composition | Core Mechanical Attributes | Typical Aerospace Use Case |
| 1 | Grade 5 (Ti-6Al-4V)/ (Alpha-Beta Alloy) | 90% Ti, 6% Al, 4% V | The definitive industry “workhorse”; excellent balance of tensile strength and formability. | Turbine blades, airframe fasteners, and deep-space fuel containment vessels. |
| 2 | Ti-6Al-2Sn-4Zr-2Mo (Near Alpha alloy) | Ti with Al, Sn, Zr, Mo | Enhanced creep resistance and high-temperature yield strength up to 540°C. | High-pressure compressor rotors and aircraft exhaust tailpipes |
| 3 | Ti-10V-2Fe-3Al (Beta alloy) | Ti with V, Fe,Al | Extreme fracture toughness, ultra-high strength, and exceptional hot-forgeability | Main landing gear trucks and critical structural hinges. |
| 4 | Grade 1-4 (Commercially Pure) | >99% Pure Titanium | Lower strength but exceptional ductility, cold formability, and corrosion defense | Hydraulic line tubing, heat exchangers, and internal cabin non-structural framing. |
Modern Manufacturing Innovations
- Additive Manufacturing (3D Printing): Traditional subtractive machining of titanium generates high raw material waste, often yielding a high “buy-to-fly” ratio where up to 90% of the initial ingot is carved away. Aerospace fabricators are rapidly scaling Titanium 3D Printing Technologies (such as Electron Beam Melting and Laser Powder Bed Fusion) to print hyper-complex, lightweight geometries directly, cutting manufacturing lead times and production costs significantly.
- Titanium Aluminides (TiAl Intermetallic): Emerging near-gamma TiAl alloys deliver excellent structural properties at roughly half the weight of nickel-based superalloys. They are increasingly used in low-pressure turbine blades for next-generation, ultra-efficient aero engines
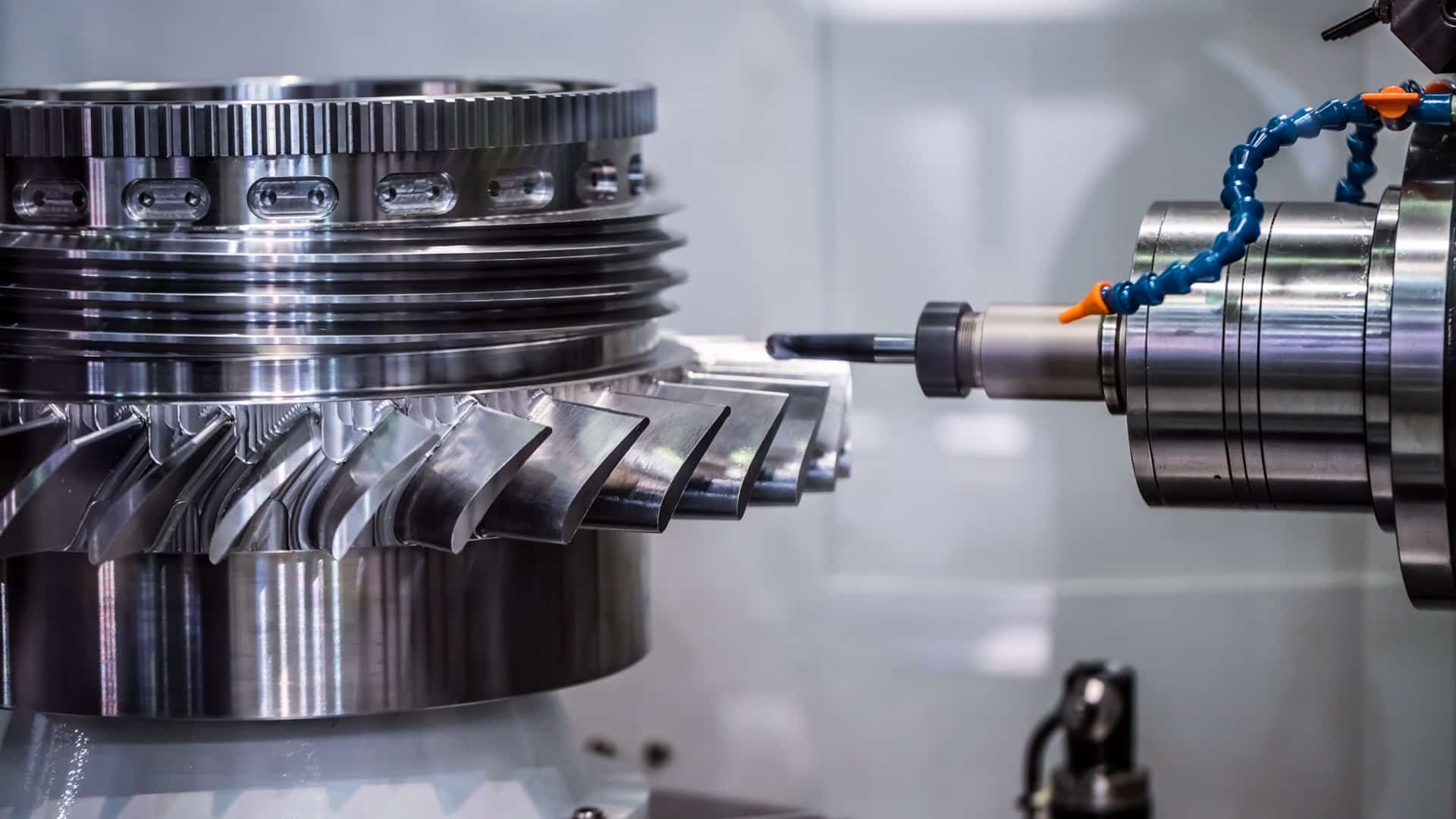
Machining of Titanium Alloys:
Machining aerospace titanium is one of the most demanding tasks in modern manufacturing. Titanium’s poor thermal conductivity, low modulus of elasticity, and extreme chemical reactivity at high temperatures cause severe heat accumulation at the cutting edge, accelerated tool wear, and severe work hardening. To counter these material obstacles, aerospace machinists rely on highly specialized CNC configurations, tool geometries, and strategic toolpaths to achieve the strict surface integrity required for flight-critical components.
Practical Challenges in Titanium Machining:
Poor Thermal Conductivity ──> Heat traps at tool edge ──> Rapid thermal cracking
Low Elastic Modulus ──> Material spring-back ──> Tool rubbing & chatter
Chemical Reactivity ──> Chips weld to insert ──> Built-Up Edge (BUE) & chipping
- Thermal Trapping: Unlike steel or Aluminium, where chips absorb and carry heat away, titanium conducts very little heat (~7.2 W/m·K). Up to 80% of the cutting heat concentrates directly inside the tool tip, causing rapid thermal deformation.
- High Chemical Reactivity: At temperatures above 500°C (932°F), titanium chemically reacts and welds itself to the cutting tool. This causes galling and crater wear, peeling away the tool coating during chip evacuation.
- Material Spring-Back (Elasticity): Titanium deflects relatively easily under cutting pressure. Once the tool passes, the metal springs back, increasing friction on the trailing edge, which leads to tool rubbing, dimensional inaccuracy, and severe micro-vibration (chatter).
- Key Machining Strategies & Toolpaths: Aerospace machinists avoid traditional “hogging” or generic linear toolpath techniques, which can easily snap tools and ruin expensive aerospace forgings.
- Pre-Machining: Flat Bottom Plunging: Instead of traditional ramping techniques that generate highly unfavourable radial forces, machinists utilize flat-bottom drilling paired with Z-axis plunge milling. This removes massive amounts of raw material rapidly, eliminates radial cutting forces, and boosts metal removal rates (MRR) by up to 200%.
- Roughing: Dynamic & Trochoidal Milling: Using advanced CAM software (like Power Mill or Fusion 360), programmers enforce constant tool engagement angles (typically below 30°). By utilizing small radial depths of cut (aₑ) and full axial depths of cut (aₚ), the tool moves in a continuous,smooth helical or trochoidal path. This evenly distributes cutting pressure, reduces thermal shock, and increases tool life by roughly 30%.
- Finishing: High-Flute Count Endmills: Finishing passes are completed with solid carbide endmills featuring 5 to 9 tightly spaced flutes with unequal index spacing and variable helix configurations. This irregular spacing breaks up harmonic resonance, completely neutralizing chatter to deliver a flawless, mirror-like surface finish.
- Machine Tool & Parameter Rules: To cut titanium successfully without risking tool breakdown or localized fires, CNC parameters must be optimized for maximum rigidity and high feed rates over raw spindle speed.
- Low Speed, High Feed: Spindle speeds are kept relatively low to minimize heat generation, while feed rates are aggressively maintained to keep the tool cutting ahead of the work-hardened zone.
- High-Torque Machine Requirements: Spindles must feature intense mechanical torque—frequently ranging from 300 to 1,500 Nm—operating at low ranges (often under 3,000 RPM) to steadily pull through the tough material.
- Rigid Work holding: Because titanium lacks rigid structural dampening when thin, parts must be clamped firmly utilizing custom 3D-printed soft jaws or heavy vacuum fixtures. Any structural vibration will immediately break the cutting edges.
Specialized Tooling and Cooling Technology
| Tool Variant | Material & Coating | Core Functionality |
| Solid Carbide Endmills | Sub-micron Tungsten Carbide substrate with ALTiN or TiSiN PVD coatings. | High thermal stability and excellent oxidation resistance; protects the tool from micro-chipping. |
| Polycrystalline Diamond (PCD) | Textured rake face patterns made via precise laser irradiation. | Minimizes friction, drastically lowers peak temperatures, and prevents chip welding during high-speed turning. |
| High-Pressure Coolant (HPC) | Through-spindle delivery operating at 70 to 100+ Bar. | Blasts water-based synthetic fluids directly into the narrow cut zone to cool the tip and instantly clear micro-chips. |
The surface finish of titanium components directly dictates an aircraft’s mechanical life span. Poor machining parameters can induce harmful tensile residual stresses or form a brittle, chemically altered surface layer (known as the white etch layer). If unchecked, these hidden defects will trigger early structural fatigue and catastrophic crack propagation mid-flight. Furthermore, because fine titanium chips are highly pyrophoric (flammable), automated fire suppression systems and immediate chip extraction setups are mandatory on all aerospace production floors.
Choosing the right Cutting Fluid for Titanium Machining:
Water-based, high-lubricity semi-synthetic fluids or microemulsions with Extreme Pressure (EP) additives are the most effective choices for machining titanium because they maximize heat dissipation while preventing the metal from welding to the cutting tool. Titanium has exceptionally low thermal conductivity, meaning heat builds up directly at the cutting edge rather than escaping through the chips or the part itself. This requires a specialized formulation to maintain tool life and finish quality.
Key Characteristics of Titanium Cutting Fluids:
- High Cooling Capacity: Water-miscible options are heavily favoured over straight mineral oils because water provides the rapid heat transfer needed to fight work hardening.
- EP Additives (Chlorine-Free): Formulations rely on sulphur, phosphorus, or synthetic esters to build a chemical boundary film that reduces friction. Traditional chlorine additives are often banned in aerospace applications due to risks of stress corrosion cracking.
- High Concentration Levels: While typical metals use a 5% mix, titanium requires a richer 8% to 12% concentration to guarantee adequate tool-chip boundary lubrication.
- No-Residue / Bio-Stable: Modern fluids bypass standard biocides in Favor of stable polymers or esters to maintain a long sump life without degrading.
- Low foaming: Modern machine tools require ultra-low foaming tendency of emulsions in soft water conditions to be operate at delivery pressures > 100 bar.
Key Lubricity Additives of Titanium Cutting Fluids:
The best lubricity additives for machining titanium are synthetic polymeric esters, sulfurized hydrocarbons, and organo-phosphorus compounds. Traditional extreme pressure (EP) additives like chlorinated paraffins are highly effective for heavy steel machining, but they are strictly avoided or outright banned in aerospace titanium applications due to the risk of inducing stress corrosion cracking ( SCC).
SCC: Stress Corrosion Cracking (SCC) is a catastrophic micro-structural failure that triggers when the intense heat and pressures of cutting a part interact with specific chemical agents. The cutting edge of a mill or drill intensely shears the material, stripping away the protective passive oxide film. Halogenated compounds (like chlorine or fluorine) from the metalworking fluid or solvent coat the raw, freshly sheared titanium surface. Chlorinated Paraffins though excellent for lubricity, traditional extreme-pressure chlorine additives break down under titanium cutting temperatures to form hydrochloric acid, breaking the passive oxide film.
Why Chlorine is Banned in Titanium Machining:
In the context of machining titanium, chlorinated paraffins are historically popular extreme-pressure cutting fluid additives because they perform exceptionally well under heat. However, they are banned in aerospace manufacturing due to SCC:
During heavy milling or tapping, extreme friction generates temperatures exceeding 400°C to 700°C right at the cutting edge. At these elevated temperatures, chlorinated additives break down, releasing free chlorine ions. These ions aggressively penetrate the titanium’s protective titanium-dioxide layer. Simultaneously, the physical cutting action forces heavy residual tensile stresses into the machined surface of the part. If the part is an aerospace component (like a jet engine fan blade or structural spar), the locked-in chlorine ions and residual machining stresses will slowly sprout microscopic cracks. Under the immense stress of flight, the component can suffer a sudden, disastrous failure.
Synthetic Polymeric Esters & Fatty Acids:
Synthetic esters are the gold standard for high-performance titanium cutting fluids.
- Mechanism: They feature highly polar molecules that function like a magnet, adhering aggressively to the titanium’s oxide layer. They align vertically to form a dense, resilient carpet-like boundary film.
- Benefits: Excellent surface finish, dramatically lower friction coefficients, and clean operations without the sticky residues associated with heavy oils.
- Common Use: High-speed milling and drilling where cooling and lubricity must be balanced simultaneously.
Organo-Phosphorus Compounds:
Phosphorus-based chemicals function midway between esters and sulphur additives.
- Mechanism: They react at lower temperatures than sulphur, forming a protective metal-phosphate boundary layer that reduces friction and limits heat generation during the initial cut.
- Benefits: Excellent anti-wear properties that heavily prolong tool nose life. They are often blended alongside synthetic esters for a synergetic dual-layer defence.
- Common Use: Broaching and high-pressure drilling
Formulating a cutting fluid for Titanium Machining:
To effectively machine titanium, a semisynthetic cutting fluid concentrate must blend hydrocarbon mineral oil (10% to 20%) with water-soluble synthetic lubricants to simultaneously address titanium’s high cutting temperatures and strong chemical reactivity.
Traditional formulations containing chlorinated paraffins or boron must be strictly avoided to prevent stress corrosion cracking (SCC) and to comply with modern aerospace and environmental standards.
Core Component Checklist for Semisynthetic Cutting fluid for Titanium Machining:
A high-performance formulation should be structured around these five primary chemical pillars:
- The Lubricity Package (Chlorine-Free): Because titanium easily welds itself to cutting tool edges, a dual-action lubricity system is critical
– Synthetic Polyol Esters /Polymeric Esters (10%–15%): Highly polar molecules that magnetically bind to raw titanium, creating a highly resilient physical boundary layer that reduces friction and lowers tool-edge temperatures.
– Inactive Sulfurized Hydrocarbons (5%–8%): A non-staining extreme-pressure (EP) additive that activates under intense cutting heat. It reacts with the titanium to form a sacrificial titanium-sulphide layer, preventing the chip from fusing to the carbide tool.
The Hydrocarbon Base (10%–20%):
- Hydrotreated Naphthenic Oil: Low-viscosity mineral oil provides the necessary hydrodynamic fluid film to prevent tool flank wear during lower-speed operations (like tapping or reaming) where water alone cannot protect the tool.
Emulsifiers & Coupling Agents (15%–20%):
To smoothly bind the oil and esters into a tight, transparent microemulsion when mixed with water:
- Non-Ionic Alcohol Ethoxylates: Excellent emulsifiers that provide strong hard-water stability and resist chemical breakdown.
- Amine Soaps: Offers secondary emulsification and improves the fluid’s ability to wet the metal surface cleanly. Use of novel alkanolamines is highly recommended.
- Glycol Ethers: Act as coupling solvents to prevent the liquid concentrate from separating or layering inside storage drums.
System Stability & Corrosion Inhibitors (10%–15%):
- Organic Alkanolamines: Banned boron compounds are replaced by advanced amines to maintain a strict, stable alkaline pH range of 8.8 to 9.4. This alkalinity blocks bacteria growth and keeps the emulsion stable.
- Carboxylic Acid Derivatives: Protect the cast iron machine beds from rust and are completely non-staining to titanium alloys.
High-Pressure Performance Additives (1%–3%):
- Silicone-Free Organo-Polysiloxanes: Titanium machining heavily relies on high-pressure coolant (HPC) systems (60+ bar) to blast away chips. Specialized polymer defoamers are mandatory to prevent the fluid from churning into a thick, useless foam under high pressure.
- Bio-Stable Phenoxy-Derivatives: Protect the sump water from fungal and bacterial degradation over long operating cycles without generating skin-irritating residues.
Critical Restrictions for Titanium Formulations:
When sourcing or mixing ingredients, ensure the raw materials meet these strict clean-chemistry benchmarks:
- % Chlorine: Eliminates the catastrophic risk of sub-surface stress corrosion cracking.
- 0% Zinc / Heavy Metals: Zinc can cause liquid metal embrittlement if the titanium part faces high-temperature applications post-machining.
- 0% Boron / Formaldehyde-Releasers: Aligns with global REACH. environmental regulations and eliminates skin dermatitis for operators.
Conclusion:
Looking ahead toward 2030 and beyond, titanium’s role is shifting from a standard structural metal to a highly engineered, digitally manufactured material.
Driven by commercial satellite constellations and lunar programs like NASA’s Orion, titanium is increasingly utilized for cryogenic fuel tanks and spacecraft shielding due to its stability in absolute zero vacuum temperatures. In the future, the aerospace industry’s requirement for titanium will shift from standard structural components to highly engineered, digitally manufactured applications, driven by a market projected to grow rapidly through the late 2020’s. The metal will be indispensable for building next-generation spacecraft, reusable rockets, and hypersonic vehicles that must survive extreme thermal and cryogenic environments. Furthermore, as the industry transitions toward hybrid-electric propulsion and alternative defense systems, titanium will remain the premier choice for casing heavy battery networks and electric motors where extreme safety, high thermal management, and critical weight reduction are paramount. This will push a demand of high quality cutting fluid formulations to machine Titanium and its alloys for different segments.
A titanium-optimized metalworking fluid must utilize a Boron free chlorine-free, high-lubricity semi-synthetic microemulsion formulated with Formaldehyde release free biocide system. For titanium machining, the cutting fluid must function as both an intensive heat sink and a highly reactive chemical barrier. Because titanium has exceptionally low thermal conductivity, cutting temperatures can quickly exceed 450°C to 700°C directly at the tool edge. Additionally, titanium’s chemical reactivity causes it to weld onto carbide tools, leading to rapid tool chipping and sudden part failure.
Neat oil are not recommended to machine Titanium as it is highly chemically reactive; straight mineral oils lack the necessary cooling capacity and create a high risk of ignition for titanium chips.
For Lubricity best options are polymeric esters. polyol esters, complex polyol esters , Organo Phosphorus compound with low phosphorus and sulfurized esters .
Flood cooling or through-tool coolant delivery at 60+ bar is essential to penetrate the cutting zone and flush away chips. Ultra-low foaming properties of cutting fluids is a must have property for high pressure coolant delivery system.
Overall a balanced formulation can help to achieve high productivity and requirement of precise dimensions while cutting Titanium and its alloy.
High-Performance Additives for Titanium Machining:
As the demand for titanium machining continues to increase, selecting the right additive technology is essential for achieving optimal machining performance.
LUBIMAX™ SS 005, LUBIMAX™ SS 007, and LUBIMAX™ SS 015 are advanced additive packages developed to support the formulation of high-performance metalworking fluids for demanding applications, including titanium and its alloys. Delivering superior lubricity, efficient cooling, stable emulsions, enhanced corrosion protection, and extended tool life, these technologies help improve machining efficiency while maintaining excellent metal protection and process stability.
Contact us today for technical support or pricing information on LUBIMAX™ S 007 and LUBIMAX™ S 005.
References :
https://www.autodesk.com/products/fusion-360/blog/is-it-really-that-hard-to-machine-titanium
https://www.samaterials.com/content/which-titanium-is-used-in-aircrafts.html
https://www.thomasnet.com/insights/titanium-in-aerospace
https://www.samaterials.com/content/which-titanium-is-used-in-aircrafts.html